苏威SOLEF PVDF的模压工艺(5)
时间:2013-11-09 | 栏目:配方工艺 | 人参与讨论
应记住当板材表面的温度为50°C时,板材中心的温度仍然很高,这就是为什么压力必须保持数个小时的原因。
因为冷却时间很长,不需要进行退火。
如您希望更快的取出产品,冷却时间可以缩短,但是需要在140°C下退火。
D. 厚板加热相关过程的模拟
为了对物体的冷却所需时间有大概的了解,我们对一块较大而厚的板的模压成型进行了模拟(使用SOLEF 6012/0000)。
这块板的尺寸如下:
- 宽度: 4 m x 4 m
- 厚度: 60 mm
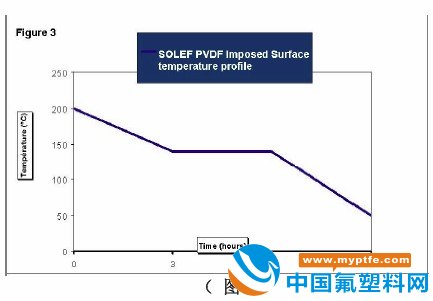
为了计算板内部的温度曲线,在对模具温度建模时加入了表面温度曲线。温度在200°C和50°C 之间,其中一段时间维持在140°C。在脱模后空气冷却至50°C(见图3).
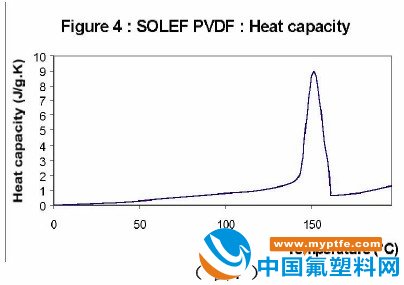
SOLEF PVDF的比热容 对比 由DSC测得的温度,也就是使用了结晶峰值(见图 4 )
空气降温时,假定热交换系数为- 4000 W / m². K,辐射系数为- 0,95。
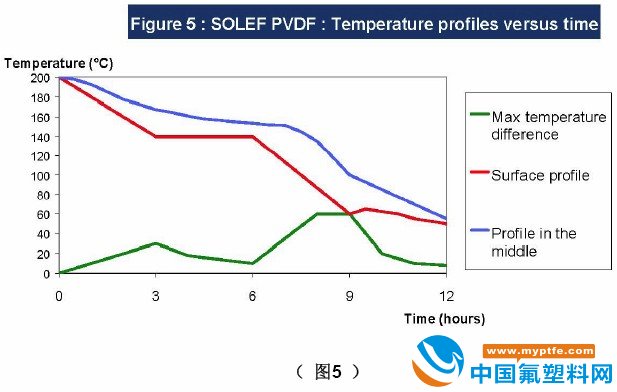
• 图 5 表示表面和板中央的时间对温度的曲线。
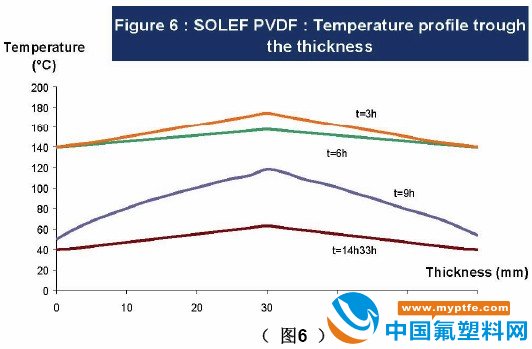
• 图 6 为不同时间后板厚度对温度的曲线
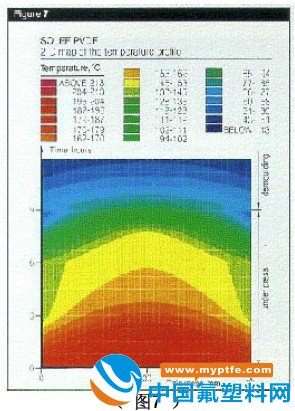
• 图 7 为温度曲线的2D图
• 图 8 为厚度和时间的3D图