氟塑料衬里阀门生产工艺(2)
时间:2013-06-18 | 栏目:技术论文 | 人参与讨论
经过试验验证,确定衬里层厚度δ≥2mm比较合适。并且随着阀门通径的增大而增加,衬氟塑料厚度如表1所示:
表1 衬氟塑料厚度 mm
图2 衬里工艺流程图

氟塑料的密度应选用2.16g/cm³左右,且不允许有杂质存在的原材料。用于食品、医药、卫生级阀门的衬里材料,还应无毒、无菌、无杂质清洁卫生的材料。氟塑料阀门的表面应当光滑平整、无气孔、裂纹、夹杂等缺陷。法兰的翻边处及其他转角处应色泽均匀,无泛白现象。
大口径衬里阀门,可采用钢板焊接方式,焊接点符合GB/T150标准的规定。氟塑料衬里阀门的内部形状应尽量简洁,便于衬里和模具的制作,壳体受衬面应平整,所有的转角处应呈圆弧过渡,圆弧半径R≥2mm.
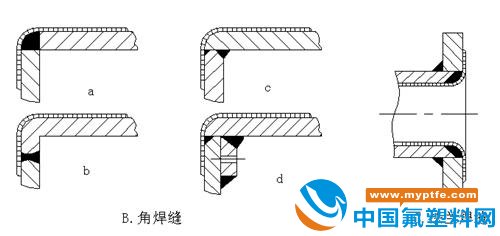
氟塑料衬里阀门零件壳体受衬面上的焊缝应成连续焊,并且采用对接焊缝。不得采用点焊,间断焊。更不得采用铆接方式。焊缝应打磨平整,焊缝凸出高度≤0.5mm。如下图所示。
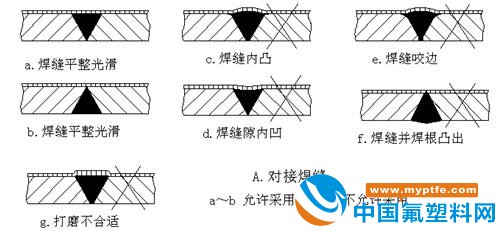
焊缝不得有气孔、咬边、裂纹以及任何其他形式的表面孔洞及未焊透等缺陷。不合格时,可以修补。修补后仍应符合上述要求。