苏威SOLEF PVDF的模压工艺(3)
在烘箱中熔融,温度应保持在195°C,时间1小时30分钟。随后将熔融块灌入预热过的模具中。(见第二步)
重要注解: 确保颗粒在转移和压缩前已完全熔融。
如在烘箱中有足够空间,则可降低颗粒层的厚度,加热时间可随之减少(泛黄的可能性也将减小)。请再次确保压缩前颗粒块已完全熔融。
b. 转移模塑法
如果可能的话,也可以使用挤塑机来熔融PVDF树脂。
所需数量的树脂必须挤出到一个过渡的绝缘容器内(涂有PTFE防粘材料)。
随后如上所述将熔融块转移到预热过的模具中。
这种方法是目前来说最具代表性的能得到最好半成品的方法。
2. 第二种方法: 在模具外部熔融
因为所有的颗粒在使用时已经完全熔融,所以模具就不需要预热到很高的温度了。模具应在155°C下预热并在整个模压过程中保持这个温度。
设定压力的方法和第一步完全相同:
B. 第二步: 熔融块的模压成型
1. 第一种方法: 在模具内部熔融
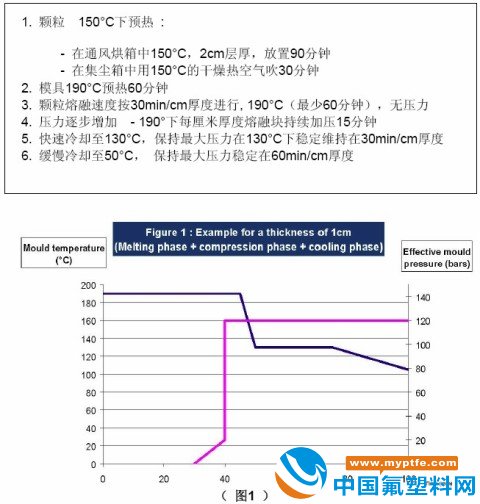
这种方法压缩过程中模具的温度维持在190°C。
因为颗粒已经全部熔融,达到所需压力的时间就相当短了:15 min/cm足够达到至少50 bars的压力,理想条件下可以达到120 bars。由于内部的气体需要排出,这个时间不能再缩短了。压力从0到20bars上升时,在前10个min/cm时需要缓慢提高,例如前5个4-bars时应为2 min/cm。然后,可以很快加到最高压力。
2. 第二种方法: 在模具外部熔融
因为所有的颗粒在使用时已经完全熔融,所以模具就不需要预热到很高的温度了。模具应在155°C下预热并在整个模压过程中保持这个温度。
设定压力的方法和第一步完全相同:
您的认可是我们最大的动力,转载分享请注明是在MyPTFE.Com上看到的!

相关阅读
推荐文章
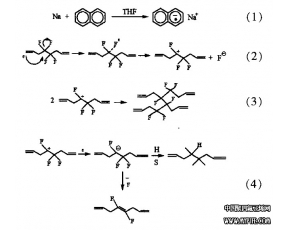
PTFE表面改性方法:钠一萘络合物化学
栏目:配方工艺 / 时间:2011-09-11