苏威SOLEF PVDF的模压工艺(4)
15 min/cm应当足够了,如果可能的话应保持同样的缓慢压力提高。
注意: 如果模具不够闭合,当压力太高时一些熔融的树脂可能会流出模具外。
在这种情况下,模压过程中的最大压力应当减小以限制这种外流。这个降低的最大压力大小取决于模具尺寸和闭合度,在此不能明确定义。在冷却步骤开始的几分钟后应当提高压力,因为此时薄皮层已经冷却导致表面封闭。
C. 第三步: 冷却
两种方法的冷却步骤完全相同:
压力
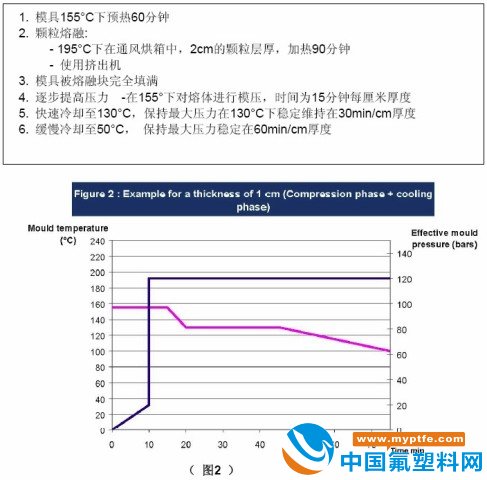
在整个冷却过程中压力必须维持在最高值(至少100 bars,最好为120 bars),直到温度降到大约50°C。事实上,由于固化时会产生收缩,冷却过程中上压力要足够深以抵消冷却时造成的收缩,同时防止空隙的产生。
温度
将模具温度降到130°C并在一定时间内保持在130°C。维持这个水平可避免过多的内部压力。这个水平的持续时间应按照内部压力的最小化和发黄现象折衷处理。每厘米厚度至少维持30分钟。
接下来的冷却时间,即从130°C到50°C,也同样需要折衷处理,因为快速冷却会导致高温梯度,而相应的结果是产生相当高的内部压力。同样的,每厘米厚度至少维持30分钟,最好为60 min/cm。
在侧壁应使用筒形加热器阻止边缘地带的较高冷却速率。如此,上压力可以抵消由于固化而产生的体积变化,同时防止空隙的产生。如果厚度大于3 cm,侧壁的加热是需要的。
底部和顶部的降温速率应保持相等,为的是最有效的防止温度梯度的产生。