聚全氟乙丙烯塑料(FEP)性能与阀门衬里工艺(3)
3.2.2模压成型 模压成型可制取各种板、棒、层压板和填充制品。加热FEP至290~370℃使其熔融,再冷至150~200℃,在7MPa的压力下,使熔体充满模具,压实、脱模即得制品。
3.2.3挤出成型 挤出机的螺杆长径比大于15,压缩比为3:1,模口温度315~400℃,压力视制品而异,一般为0.98~17.64MPa。挤出制品的淬火温度为10~20℃
3.2.4涂覆 FEP浓缩水分散液,在FEP的分散液中,加入浓缩剂聚氧乙烯辛烷基酚醚,可用喷涂、刷涂、沸腾浸涂、火焰喷涂等方法,进行涂层施工,再加热塑化。近年来,也开发了FEP的粉末流动床和静电喷涂加工新技术。
4、聚全氟乙丙烯塑料衬里阀门模压工艺
模压是氟塑料成型工艺方法之一(如图1),也是氟塑料衬里阀门最常用的方法,适合于多品种小批量的生产方式。它是将一定量的氟塑料(粉状、粒状、纤维状、片状和碎屑状等)放入成型的模腔中,然后闭合,放在加热炉内加热到一定温度,并在压力作用下熔融流动,缓慢充满整个型腔而取得型腔所赋予的形状。随着在模具内塑化、混合和分散,熔体逐渐失去流动性变成不熔的体型结构而成为固体,经冷却到一定温度打开模具,而成为成品,从而完成模压过程。如图2衬里工艺流程图。氟塑料衬里层的质量主要取决于氟塑料原料质量、衬里模压工艺和模具的设计,受篇幅所限,模具设计将在《塑料衬里阀门模具的设计》一文中论述。
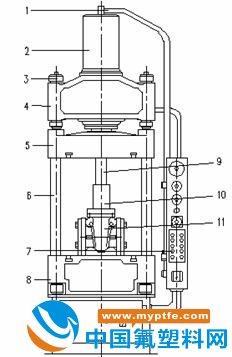
图1 油压机与阀体模压示意图
1.油管2.油缸3.紧固螺母4.上横梁5.活动横梁6.立柱7.操纵箱8.下横梁9.压头10.压模11.阀体

图2衬里工艺流程图